




133546")

冷間鍛造のメリット
消費材料の低減 (省資源)
切削加工や熱間鍛造に比べて「スクラップが極めて少なく、歩留まりが良好」です。
冷間鍛造では、切削加工に比べておよそ 71% の材料の節約となります。
省資源・低コスト化が可能です。
冷間鍛造では、切削加工に比べておよそ 71% の材料の節約となります。
省資源・低コスト化が可能です。
材料費のコストダウン
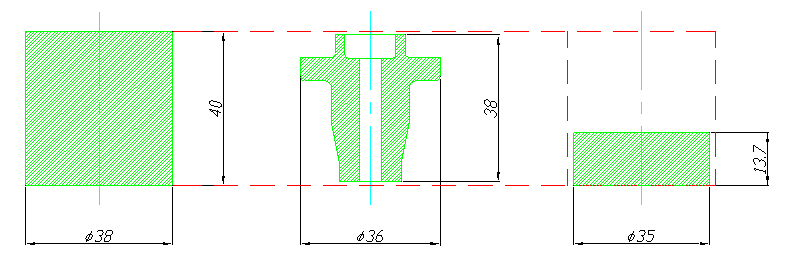
切削用材料
357g
製品形状
冷間鍛造用材料
104g
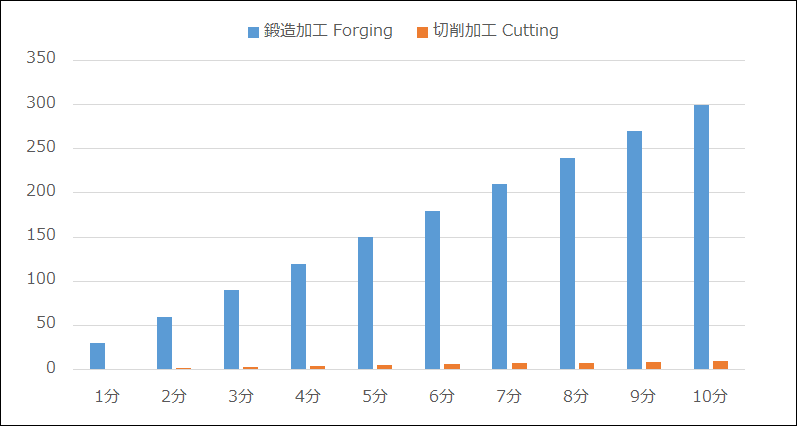
生産性の向上 (省エネルギー)
切削の加工スピードが分単位であるのに対し、鍛造のスピードは秒単位です。
一分間に10~50個、おおよそ一個2秒程度での加工が可能です。
切削加工に比べ、スピードUPで生産効率が上がりコストダウンにつながります。
一分間に10~50個、おおよそ一個2秒程度での加工が可能です。
切削加工に比べ、スピードUPで生産効率が上がりコストダウンにつながります。
生産性約30倍
製品Aの場合、切削加工だと60秒/1個、鍛造加工だと2秒/1個となり、1時間では切削加工だと60個、鍛造加工だと1800個となります。
加工の高精度
熱間鍛造に比べ熱を加える必要がないため、製品の高精度化が可能です。
ネットシェイプ・ニアネットシェイプで切削工程の削減が可能です。
ネットシェイプ・ニアネットシェイプで切削工程の削減が可能です。
切削レスでのコストダウン
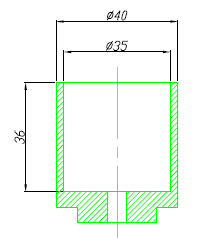
測定箇所
| 製品寸法例
| 普通級
(普通押出し)
| 精級
(しごき加工)
|
外径(φ40)
| φ39.95~φ40.07
| ±0.10
| ±0.04
|
内径(φ35)
| φ34.93~φ35.08
| ±0.10
| ±0.03
|
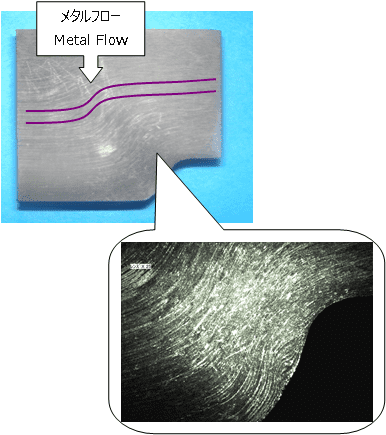
材料特性の改善
塑性変形による圧縮応力により、機械的性質(硬度・強さ)が向上します。
強靭なメタルフローで強度・耐磨耗がアップします。
(メタルフロー:内部組織が繊維状に連続してつながっています)
切削加工に比べ、同じ強度を確保しながら肉厚を薄くできるため、省資源およびコストダウンにもつながります。
強靭なメタルフローで強度・耐磨耗がアップします。
(メタルフロー:内部組織が繊維状に連続してつながっています)
切削加工に比べ、同じ強度を確保しながら肉厚を薄くできるため、省資源およびコストダウンにもつながります。
機械的性質の向上
例えば・・・
・低価格な材種への切り換え
中炭素鋼⇒低炭素鋼
・熱処理の廃止
・軽量化⇒薄肉化・アルミ化